
Прежде всего, ленточные пилы относятся к мощным и надежным инструментам, которые активно используются в строительной сфере и применяются для раскройки различных материалов. Поэтому,чтобы в процессе эксплуатации не возникло проблем. Необходимо внимательно подходить к выбору данного типа оборудования, учитывая его технические характеристики.
Также, что из себя представляют ленточные пилы и каковы её особенности мы можем узнать если детально ознакомимся с технологией и рядом особенностей.
Содержание статьи:
Конструкция ленточной пилы
- Подготовка ленточных пил
- Особенности применения ленточных пил для дерева
Формы режущей части и угол заточки
- Рекомендации по разводу
- Рекомендации по заточке
Конструкция ленточной пилы
Прежде всего, ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Также, она представляет собой замкнутую ленту, соединенную сварочным швом (Почему рвутся пилы на ленточной пилораме). Кроме того, на внешней кромке ленты расположены зубья.
К тому же, выбор толщины ленточных пил обусловливается напряжениями, которые возникают в полотне при работе: от центробежных сил, изгиба на шкивах, натяжения; сил сопротивления резанию; нагрева полотна в зоне резания; наклона шкивов и т. п.
В то время как, с уменьшением толщины ленточной пилы сокращаются отходы древесины в опилки за счет снижения ширины пропила, возрастает вероятность потери устойчивости пилы в работе.
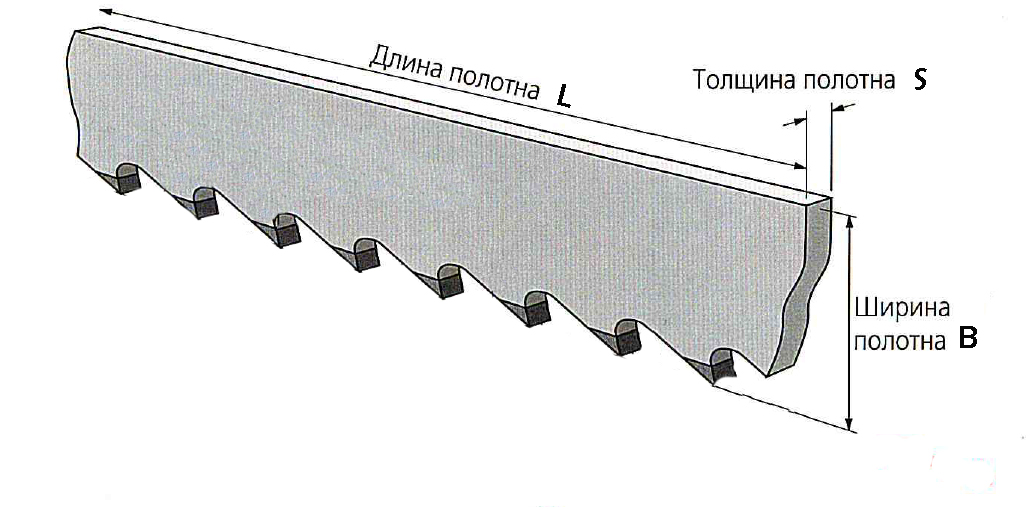
Прежде всего, ленточные пилы для распиливания древесины на столярных и делительных станках изготовляются по ГОСТ 6532—77, а для распиливания бревен и брусьев по ГОСТ 10670—77. Кроме того, полотно пилы характеризуется толщиной S, шириной В и длиной L.
Также, для изготовления применяются специальные легированные марки стали – 9ХФ, Б2Ф или С75. Кроме того, в процессе производства зубья подвергаются обработке высокочастотными токами. В результате, это увеличивает их твердость. Также, именно этот факт влияет на развод режущих кромок и ремонтопригодность. Более того, нередко при изготовлении применяют несколько типов стали. При этом, основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Подготовка леточных пил
Прежде всего. при подготовке ленточных пил к работе выполняются следующие операции: разметка и обрезка ленты по длине; соединение концов ленты, правка и вальцевание пилы, заточка и развод зубьев, установка пил в станок. Также, разметка ленты производится на верстаке, обрезка ленты — ножницами, соединение концов ленты — сваркой.
В то время как, сварка концов ленты встык производится на сварочных агрегатах: АСЛП 18, АСЛП35. После сварки, место стыка в агрегате подвергается отпуску, для придания полотну необходимой твердости и вязкости. Также. шов, после соединения концов подвергается зачистке и выравниванию по толщине полотна.
Особенности применения ленточных пил для дерева:
- Требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
В то время как, выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий (Заточка леточных пил).
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента, а так же факт ослабления металла и нахождения микротрещин на инструменте, не поддающиеся визуальному контролю.
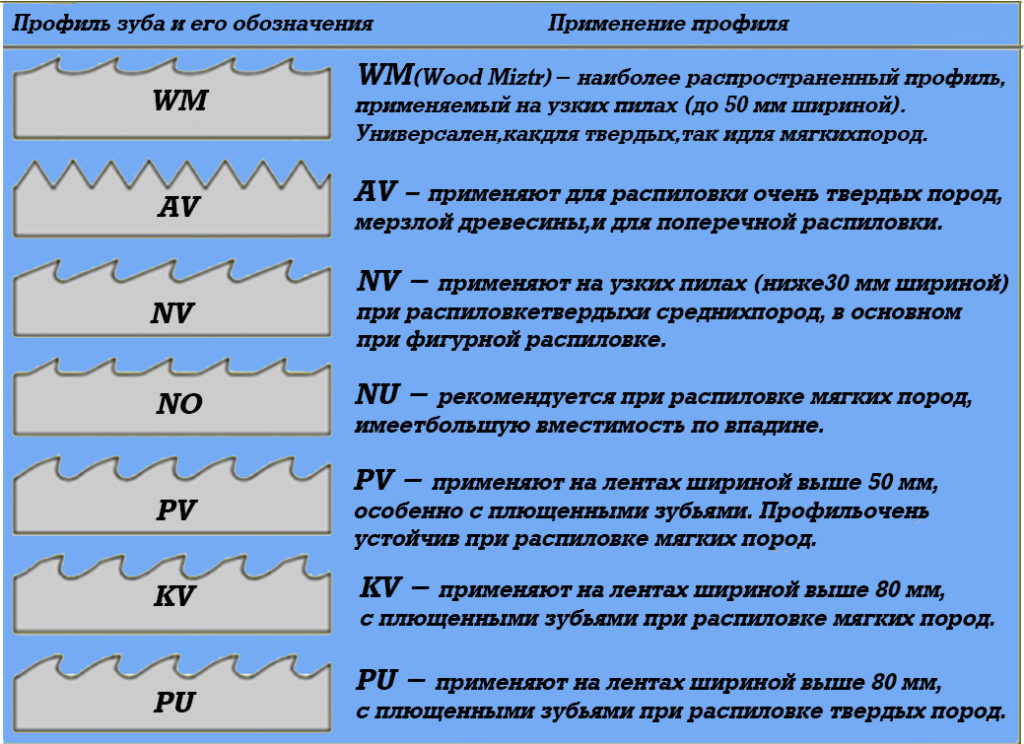
Формы режущей части и угол заточки
Выбор ленточных пил
Прежде всего, определяется тип ленточной пилы. Потому что, главным показателем является форма зубьев. Также, в зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Более того, изначальную геометрию и угол разводки определяет производитель. Поэтому, эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Так как, они нужны для определения параметров станка (Станки для заточки).
Вто время как, для твердых видов древесины значение переднего угла должно быть минимальным. Так как, это обеспечивает оптимальный контакт материала обработки с металлом. Соответственно, для обработки мягких сортов. А также, для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Поэтому, определяющими параметрами для самостоятельного обновления режущей кромки являются:
- Шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
Кроме того, после выполнения работы на станке в идеале эти характеристики должны оставаться неизменными. Также, для каждой модели производитель определяет максимальное значение отклонения. В том случае, если во время эксплуатации оно будет достигнуто – необходимо приобретать новую модель.
Ленточные пилы, рекомендации по разводу
Прежде всего, перед формированием режущей кромки ленточных пил, следует сделать правильную разводку зубьев. Так как, в течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому, сначала происходит регулировка геометрии, а затем – заточка.
Более того, угол наклона должен соответствовать изначальному углу. Также учитывается вид разводки, который может быть следующим:
- Классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Ленточные пилы, рекомендации по заточке
Первое, что имеет значение, это правильный выбор типа заточного круга. Так как , он должен соответствовать марки стали, из которой изготовлена ленточная пила. В то время как, для конструкций из инструментальной стали применяются корундовые круги. То если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
Также, в зависимости от технических возможностей можно выполнить полнопрофильную обработку, или каждой режущей части в отдельности. В то время как, в первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. То для второго варианта, выполняется обработка каждого зуба.
В результате, зная такие особенности ленточных пил, можно выбрать подходящую именно для вашего оборудования.
И в конечном итоге мы укажем несколько фирм, производящих ленточные пилы по дереву:
LENOX –
Wood-Mizer –
Forest Master XLC – зубья закалены, заточены, разведены.
(каленая) –
TTH (готовая к работе) – заточены, разведены.
(спрофилированная) – не заточены, разведены.